Solving Manufacturing Problems Through Rotary Broaching
INTRODUCTION
When the term “broaching” is used in the manufacturing industry, most think of conventional step broaching which involves pushing or pulling a toothed bar through a part on a press. It is a method that has been around since the beginning of (manufacturing) time. The problem with conventional broaching is that it has application limitations and cost/efficiency drawbacks. For example, conventional broaches can only be used in through-hole applications and must be performed as a secondary operation on a press. Also, costs and manufacturing lead times for conventional step broaches can be exorbitant. A newer manufacturing method called “rotary broaching” addresses these problems and can outperform conventional broaching in these areas.
HOW ROTARY BROACHING OPERATES
Rotary broaching is a rapid machining method that cuts shapes into or onto a work piece. It involves using a broach, which is ground to the finished desired form, and a rotary broaching tool holder on a lathe, mill or other CNC machine. The rotary broaching tool holder has a free-rotating spindle on the front end, which holds the broach at a 1 degree angle. The broach is driven by the work piece so no live tooling is needed.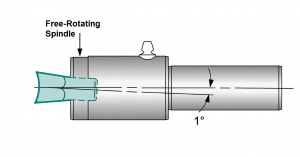
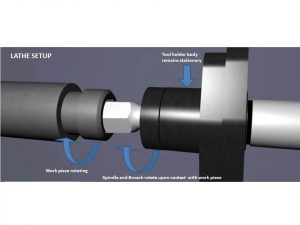
In a lathe, upon contact with the work piece, the broach and tool holder spindle will begin to rotate 1:1 with the work piece while the body of the tool holder is held stationary. In a mill, the work piece is stationary, so the broach and tool holder spindle will remain stationary while the tool holder body rotates in the machine’s spindle. The 1 degree angle that is built into the tool holder allows the broach to have only one point of engagement at a time. By only having one point of contact cutting at a time, very little thrust is required from the machine, which makes broaching possible to do on virtually any CNC machine. The whole process is completed in about the same amount of time as a drill cycle and creates a form within .0005” tolerance.
APPLICATION BENEFITS
Because this process can be used on any CNC lathe, mill, or other turning center, rotary broaching allows the user to create ID or OD shapes at the same time as other turning or machining operations. This means there is no down time or costs associated with changing machines to create the form, which is an especially attractive quality for large production runs.
 Another substantial advantage of the rotary broaching process is that speeds and feeds are rapid. An average application runs at 2000RPM and .006 IPR, which greatly increases the rate of producing forms as well as profitability. Rotary broaches are held to extremely tight tolerances and can produce forms within a .0005” tolerance. Additionally, rotary broaching can be used for blind or through-hole applications. Unlike conventional broaching which requires a through hole in order to pull the broach through the part, a rotary broach is simply fed into the work piece only up to the desired depth. The cost associated with rotary broaching is a fraction of the cost of a conventional broach and lead times are minimal to none. A multitude of industries and applications can use rotary broaching to cut materials including but not limited to alloy steel, brass, aluminum, stainless steel, titanium and plastics.
Another substantial advantage of the rotary broaching process is that speeds and feeds are rapid. An average application runs at 2000RPM and .006 IPR, which greatly increases the rate of producing forms as well as profitability. Rotary broaches are held to extremely tight tolerances and can produce forms within a .0005” tolerance. Additionally, rotary broaching can be used for blind or through-hole applications. Unlike conventional broaching which requires a through hole in order to pull the broach through the part, a rotary broach is simply fed into the work piece only up to the desired depth. The cost associated with rotary broaching is a fraction of the cost of a conventional broach and lead times are minimal to none. A multitude of industries and applications can use rotary broaching to cut materials including but not limited to alloy steel, brass, aluminum, stainless steel, titanium and plastics.
BOUNDARIES
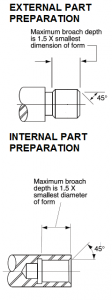 While it has many advantages, there are some boundaries to keep in mind for successful rotary broaching. Rotary broaching is best suited for small forms, maxing out at approximately 2 inch diameters. Additionally, rotary broaching is most successful when depths stay within 1.5 times the minor diameter of the broached form. For example, a hexagon form that has a minor diameter of .253” should be broached a maximum depth of .3795”. Applications involving depths in excess of this general rule can be challenging to create with the rotary broaching process. “Small forms at shallow depths” is the motto to remember with rotary broaching.
While it has many advantages, there are some boundaries to keep in mind for successful rotary broaching. Rotary broaching is best suited for small forms, maxing out at approximately 2 inch diameters. Additionally, rotary broaching is most successful when depths stay within 1.5 times the minor diameter of the broached form. For example, a hexagon form that has a minor diameter of .253” should be broached a maximum depth of .3795”. Applications involving depths in excess of this general rule can be challenging to create with the rotary broaching process. “Small forms at shallow depths” is the motto to remember with rotary broaching.
ROTARY BROACHING APPLICATIONS
Any shop that has a CNC machine can utilize and benefit from rotary broaching. Whether machining a form into a blind or through hole, or cutting an external shape onto a part, the rotary broaching process is an excellent option to consider. Manufacturers using the rotary broaching process have been able to bring broaching back in house and drastically cut machining times and costs. In fact, many manufacturers are altering their machining methods to this technology from other more costly methods, such as milling, EDM wire cutting, or straight knurling. Some of the industries currently benefitting from rotary broaching are manufacturers of aerospace fasteners, medical implants, plumbing fixtures, automotive parts, and other general fasteners or fittings.
CONCLUSION
Rotary Broaching offers important advantages in the right applications. When considering rotary broaching as a solution, it is always recommended to send a portion of your print of the area to be broached to ensure success. The decision to change your manufacturing process to include rotary broaching can reduce time, increase profits and improve quality to give you a significant advantage over competitors. To learn more about rotary broaching, contact Slater Tools Inc. at 586-465-5000 or direct@slatertools.com.