 Close
Menu
Close
Menu
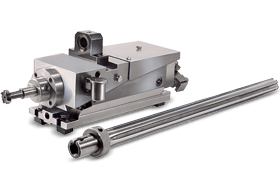
Recess Rotating Attachment
When grooves must be formed deep within a hole, their shape, size and concentricity often can be improved through the use of a revolving/ rotating recess milling attachment.
This is a wedge-type drawback recessing attachment. The Recess Tool is held in the spindle, which is riding on precision bearings and driven by a splined shaft from the screw machine's gear box.
Call: (586) 465-5000 / Email: direct@slatertools.com
Slater Tools Offers a Complete Line of Screw Machine Products for the Turning Industry:
- Acme
- New Brit
- Warner and Swasey
- Brown and Sharpe
- Davenport
- Conomatic
- Greenlee
- Wickman
- Gildemeister
When requesting a quote, please specify your machine type and spindle position.